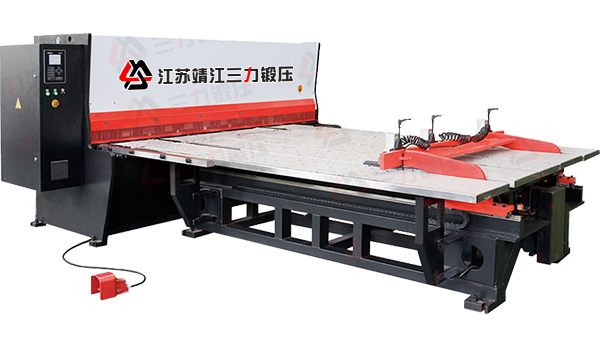
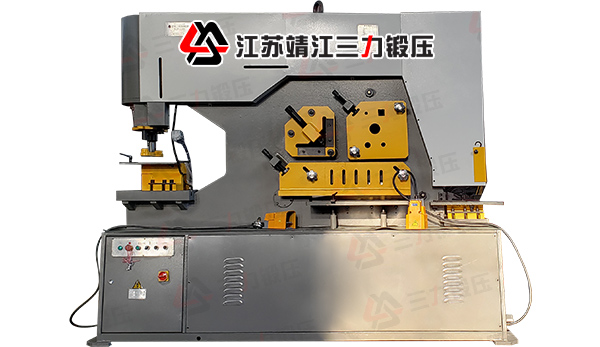
保养数控前送料剪板机需围绕机械结构、电气系统、液压系统、送料机构、安全防护五大核心模块展开,结合数控设备的高精度特性,制定定期清洁、润滑、检测、校准的标准化流程,以此保障设备运行精度、延长使用寿命。以下是各模块的具体保养要点:
机械结构是剪板机的基础承载部件,重点关注机架、刀架、工作台、刀片等关键部位。
-
清洁与除锈
-
每日作业结束后,用压缩空气吹扫机架、刀架表面的铁屑、油污,再用抹布擦拭干净;工作台面需用防锈油涂抹,防止板材切削残留的水渍、铁屑导致台面生锈。
-
定期检查机架焊缝、刀架连接部位,若发现锈蚀斑点,及时用砂纸打磨后喷涂防锈漆。
-
润滑保养
-
刀架导轨:每周加注一次锂基润滑脂,确保导轨表面润滑充分,避免刀架往复运动时出现干摩擦;润滑前需清理导轨上的铁屑和油污,防止杂质进入导轨间隙。
-
连杆、销轴:每月对刀架驱动连杆、各铰接销轴加注润滑油,检查销轴有无松动、磨损,若销轴间隙过大需及时更换。
-
刀片间隙调节机构:每季度对间隙调节丝杆、齿轮箱加注齿轮油,确保调节顺畅,避免丝杆锈蚀卡滞。
-
刀片维护
-
定期检查刀片刃口磨损情况,若刃口出现崩口、钝化,及时进行打磨或更换;打磨时需保证刀片刃口平整度,避免影响剪切精度。
-
刀片安装面需保持清洁,紧固螺栓按规定扭矩锁紧,防止剪切过程中刀片松动导致板材毛刺过大或设备振动。
液压系统是剪板机的动力核心,需重点控制油液清洁度、压力稳定性和密封性能。
-
油液管理
-
定期换油:首次使用后运行 500 小时需更换液压油,后续每 2000 小时更换一次;推荐使用 46 号抗磨液压油,换油时需彻底清洗油箱,去除底部沉淀的杂质。
-
油位与清洁度检查:每日开机前检查油箱油位,确保油位在油标刻度的 1/2-2/3 之间;每月检查油液颜色和透明度,若油液出现浑浊、发黑,需及时过滤或更换。
-
滤芯更换:每 500 小时更换一次吸油滤芯和回油滤芯,防止滤芯堵塞导致液压泵吸油不足或系统压力波动。
-
密封与管路检查
-
每月检查液压管路、接头、油缸活塞杆的密封情况,若发现漏油、渗油,及时更换密封圈或接头;油缸活塞杆表面需保持清洁,避免划伤导致密封失效。
-
检查液压泵、溢流阀、换向阀等元件的固定螺栓,防止松动导致压力泄漏。
-
压力校准
-
每季度对系统压力进行校准,按照设备说明书设定剪切压力上限,避免超压运行损坏液压元件;通过压力表检测压力稳定性,若压力波动超过 ±0.5MPa,需排查溢流阀、换向阀是否故障。
数控前送料机构是保障剪切精度的关键,核心保养对象为伺服电机、滚珠丝杆、送料导轨、定位夹具。
-
送料导轨与丝杆保养
-
每周清理导轨、滚珠丝杆上的铁屑和灰尘,加注专用导轨润滑油;严禁使用普通机油替代,防止丝杆生锈或润滑失效。
-
定期检查滚珠丝杆的预紧力,若送料过程中出现定位偏差,需调整丝杆螺母的预紧间隙,确保送料精度在 ±0.1mm 以内。
-
伺服系统维护
-
每月检查伺服电机的散热风扇、编码器连接线,确保风扇无堵塞、线路无破损;电机外壳需保持清洁,避免灰尘覆盖影响散热。
-
每季度对伺服驱动器进行除尘,用压缩空气吹扫驱动器内部灰尘,检查驱动器参数是否与设备匹配,防止参数漂移导致送料异常。
-
定位夹具保养
-
每日清洁送料平台的定位挡板、压料装置,检查夹具的夹紧力是否均匀,若夹具松动需及时调整气缸压力或更换夹紧弹簧。
-
定期检查定位传感器的安装位置,确保传感器信号稳定,避免因信号偏差导致送料长度误差。
电气系统是设备的控制中枢,需重点防范短路、接触不良等故障。
-
控制柜清洁与检查
-
每月打开控制柜,用压缩空气吹扫内部灰尘,重点清理 PLC、触摸屏、继电器等元件的表面;检查接线端子有无松动、氧化,及时紧固端子并涂抹导电膏。
-
检查控制柜内的散热风扇是否正常运转,若风扇故障需立即更换,防止电气元件因过热损坏。
-
线路与传感器维护
-
每季度检查设备外部电缆线有无磨损、老化,电缆拖链是否卡滞,及时更换破损电缆并调整拖链位置。
-
校准各限位传感器、光电开关的灵敏度,确保刀架行程、送料定位的信号准确,避免设备出现误动作。
-
备用电池更换
-
数控系统的备用电池需每 1-2 年更换一次,防止电池电量耗尽导致系统参数丢失;更换电池时需在设备通电状态下操作,避免参数清零。
-
安全装置检查
-
每周检查安全光栅、急停按钮、双手操作按钮的有效性,确保光栅无遮挡、急停按钮按下后设备能立即停机。
-
检查防护栏、防护罩的安装牢固性,严禁私自拆除安全装置。
-
辅助部件维护
-
定期清理设备的排屑装置,确保铁屑排出顺畅,避免堆积导致设备卡滞。
-
检查液压冷却系统的冷却水水位,及时补充冷却液,防止油温过高影响液压系统性能。
-
制定分级保养计划
-
日常保养(每班 / 每日):清洁、油位检查、安全装置检查;
-
每周保养:导轨润滑、夹具检查、排屑清理;
-
每月保养:液压滤芯检查、电气端子紧固、伺服电机清理;
-
季度保养:压力校准、丝杆预紧力调整、传感器校准;
-
年度保养:液压油更换、刀片更换、系统参数全面校准。
-
建立保养档案
记录每次保养的时间、内容、更换的零部件、设备运行参数,便于追溯故障原因,优化保养方案。
| 









































 全国服务热线
全国服务热线 六十年精湛技术,以品质求发展,以口碑做市场
六十年精湛技术,以品质求发展,以口碑做市场 
