









































 全国服务热线
全国服务热线新闻资讯
 六十年精湛技术,以品质求发展,以口碑做市场
六十年精湛技术,以品质求发展,以口碑做市场 
| 操作大型电液同步板料折弯机需做些什么? |
| 来源: 点击数:3193次 更新时间:2023/7/10 17:34:44 |
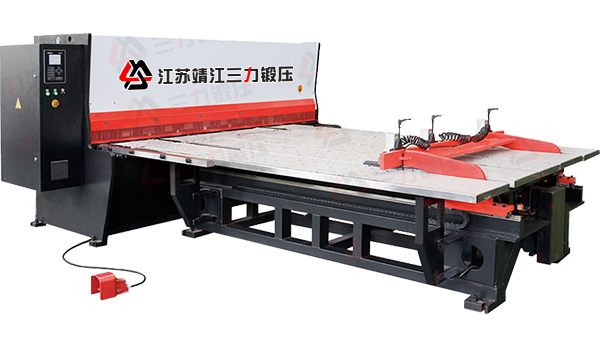
电液同步数控折弯机在实际使用中会遇到哪些问题? (1)换向阀不能换向或换向动作缓慢,一般是因润滑不良、弹簧被卡住或损坏、油污或杂质卡住滑动部分等原因引起的。对此,应先检查油雾器的工作是否正常;润滑油的粘度是否合适。必要时,应更换润滑油,清洗换向阀的滑动部分,或更换弹簧和换向阀。 (2)换向阀经长时间使用后易出现阀芯密封圈磨损、阀杆和阀座损伤的现象,导致阀内泄漏,阀的动作缓慢或不能正常换向等故障。此时,应更换密封圈、阀杆和阀座,或将换向阀换新。 (3)若电磁先导阀的进、排气孔被油泥等杂物堵塞,封闭不严,活动铁芯被卡死,电路有故障等,均可导致换向阀不能正常换向。对前3种情况应清洗先导阀及活动铁芯上的油泥和杂质。而电路故障一般又分为控制电路故障和电磁线圈故障两类。在检查电路故障前,应先将换向阀的手动旋钮转动几下,看换向阀在额定的气压下是否能正常换向,若能正常换向,则是电路有故障。无锡神冲检查时,可用仪表测量电磁线圈的电压,看是否达到了额定电压,如果电压过低,应进一步检查控制电路中的电源和相关联的行程开关电路。如果在额定电压下换向阀不能正常换向,则应检查电磁线圈的接头(插头)是否松动或接触不实。方法是,拔下插头,测量线圈的阻值,如果阻值太大或太小,说明电磁线圈已损坏,应更换。 电液同步数控折弯机故障分析及液压折弯机工作过程要素有哪些? 电液同步数控折弯机 液压板料折弯机工作过程:可分为点动、单次和连续三种工作方式: 点动:选择点动操作档位,踩下脚踏慢进,下压折弯机构自动下压,碰下行程开关停止下压;下压过程松脚踏慢进,停在当前运行位置;下压过程踩下脚踏回程,下压折弯机构自动回程,碰上行程停止回程;回程过程松开脚踏回程,停在当前回程位置 单次:设定保压时间,卸压时间,水平挡料进、退距离,调整好水平挡料位置;选择单次操作档位,下压折弯机构不在上行程开关位,首先自动回上行程开关位;踩下脚踏慢进,下压折弯机构自动下压;碰下行程开关时,水平挡料机构后退设定距离,同时自动进行保压;保压时间到自动进行卸压,卸压时间到下压折弯机构自动回程,同时水平挡料机构自动前进设定距离;碰上行程开关,单次折弯动作结束: (1)设定保压时间,卸压时间,水平挡料进退距离,调整好水平挡料位置 (2)设定工步数以及每个工步的挡料位置、折弯张数 (3)选择连续操作档位,下压折弯机构不在上行程开关位首先自动回上行程开关位;踩下脚踏慢进,下压折弯机构自动下压;碰下行程开关时,水平挡料机构后退设定距离,同时自动进行保压;保压时间到自动进行卸压,卸压时间到下压折弯机构自动回程,同时水平挡料机构自动前进设定距离;碰上行程开关,一次折弯动作结束,进行下一次折弯 (4)当前工步折弯次数完成,碰上行程开关,水平挡料位置自动进行调整,进入下一工步折弯动作
(5)所有工步动作完成,碰上行程开关,连续折弯动作结束。 |
| 【刷新页面】【加入收藏】【打印此文】 【关闭窗口】 |
| 上一篇:电液同步板料折弯机应用特点介绍 下一篇:了解下数控折弯机应用中的特点 |
